


袁州轮胎包装机售后完善 <宜春>新普机械制造厂
袁州轮胎包装机售后完善
缠绕膜包装机品牌缠绕膜包装机品牌,青岛新普作为该行业的开创者和,在缠膜机的研发设计生产方面,新普已经积累了十几年的丰富经验,并且开发出多款具有自主知识产权的缠绕机机型,产品更是销往海内外,得到了许多大型,例海尔、海信等企业的一致认可。
我们知道,现在的缠绕膜缠绕机已经普遍拥有了包装、缠绕等一列包装效果,在各大行业发展中占有非常重要的租用,可见缠绕膜包装机市场发开空间和领域是非常好的,这对于我们国内包装企业厂家都是一个巨大的动力,但是影响国内缠绕膜包装机前行的因素也不少。
面对广阔的运用市场以及国外率先企业带来的竞争压力,中国缠绕膜包装机行业需要改进的地方还有不少。当下各行业面临新一轮结构调整、技术升级和产品换代重要时刻,国内企业需要通过自主创新,提高自身的管理水平等手段来增强竞争力。
重要的就是科技和创新。我们新普就是抓住这个,才使我们缠绕膜包装机形成了国内良好的品牌。青岛新普作为缠绕膜包装机品牌厂家,培训越多的技术人员参与到缠绕膜机的研发和创新,也在不断的吸取国外的缠绕膜机的先进设计,结合国内企业的需求,经过改进使用到实际设计中。
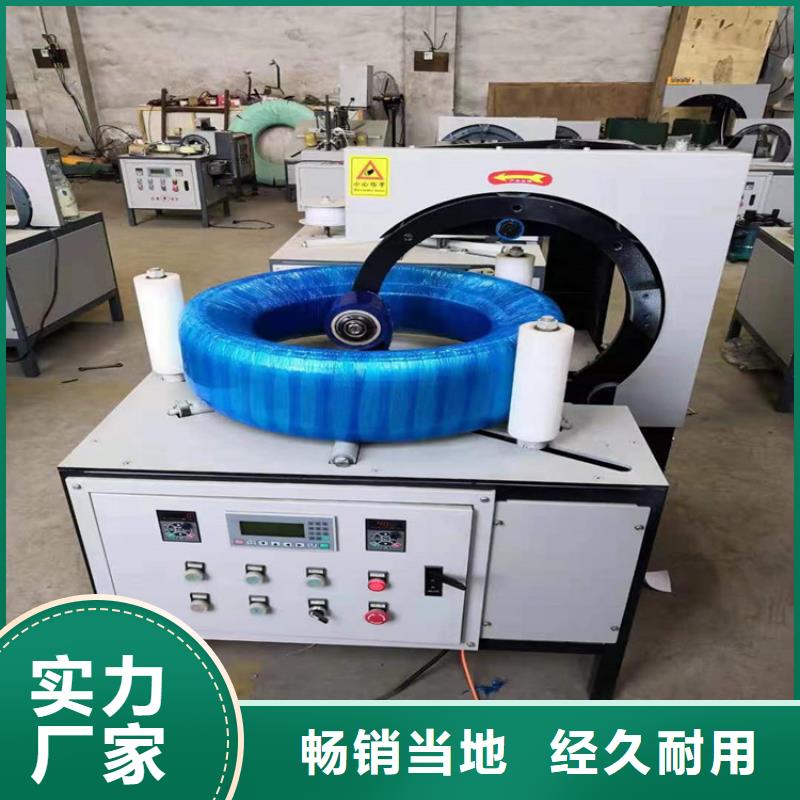
下图是我们新普改进的一款托盘缠绕膜包装机:
客户可以看到我们产品设计是非常合理的,同时我们新普也非常重注产品的细节,细节很好的体现了我公司对于质量的严格要求,也是新普人员对于事情严谨认真的做事风格。该设备稳定可靠,全自动化操作,不仅提高了工作效率,还大大节省了人力、物力投入,为企业节约生产成本,既可以单机操作,也可配套自动化包装流水线使用。为企业增加了更多的选择。
了解全自动缠绕机多少钱,读者可以点击查看或者直接致电我们新普!
 xinp
99267
xinp
99267

袁州轮胎包装机售后完善
缠绕膜打包机它以可靠性理论、状态监测、故障诊断为基础,根据机电设备的实际技术状态检测结果而 确定修理时机和范围。鉴于一些复杂的机电设备一般只有早期和偶然故障,而无耗损期,因此 定期维修对许多故障是无效的。现代机电设备只有少数项目的故障对有危害,因而应按 各部分机件的功能、功能故障、故障原因和后杲来确定需要做的维修工作。行以状态监测为基础的维修应具备的条件有:要有充分的可靠性试验数据、资料作为判 别机件状态的依据;要求设计制造和维修部门密切配合,制定机电设备的维修大纲,具备必势 的检测手段和标准。

袁州轮胎包装机售后完善
打包机又称电线电缆包机或捆扎机,是使用捆扎带缠绕产品或包装件,然后收紧并将两端通过热效应熔融或使用包扣等材料连接的机器。打包机的功用是使塑料带能紧贴于被捆扎包件表面,保证包件在运输、贮存中不因捆扎不牢而散落,同时还应捆扎整齐美观。
种类按不同的标准分
1.按用途分:废纸打包机、金属打包机、秸秆打包机、棉花打包机、塑料打包机等
2.按性能分:自动打包机、半自动打包机、手动打包机、全自动打包机等
3.按机理分:无人化打包机,全自动水平式打包机,全自动穿剑式打包机,全自动加压穿剑式打包机,全自动加压式打包机,手提式打包机等。
使用标准分类
1.手动打包机:需要人工操作来完成整个过程,正常情况下有:电动热熔、铁扣夹紧的方式。
2.半自动打包机:需要手动插入打包带后,机器才会自动完成聚带、粘合、切断、出带的打程。由于每个产品都需手动操作,所以相对效率较低。
3.全自动打包机:无需人工插带,触发方式分有点动、手动、连打、球开关、脚踏开关,只需按动开关就可以自动完成打包,方便快捷。
4.全自动无人化打包机:无需人工插带,只需设定即可:自动完成聚带、粘合、切断、出带整个过程,根据需求,可订制1-5道捆包,速度:2.0秒/道.
高低台分类
1高台全自动打包机
2高台半自动打包机
3低台全自动打包机
4低台半自动打包机
打包机使用的注意事项
1.请确认机器所使用的电源,勿插错电源.本机采用三相四线制.花线为接地零线,作漏电保护。
2.操作时请勿将头手穿过带子的跑道;
3.请勿用手直接触摸加热片;
4.勿用水冲洗机器,工作场所潮湿时,操作人员请勿赤脚工作;
5.机器不使用时请将储带仓内的带子卷回带盘,以免下次使用时变形;
6.输带滚轮表面请勿粘油;
7.机器不用时切记拔掉电源;
8.勿随意更换机器上的零件;
9.主要零部件要经常用油润滑。
打包机常见的故障及排除方法
状况一:
卡带处理,当带子卡在滚轮中间,或有异物塞住无法取出时,处理方法如下:
a、拆开六角螺帽的垫圈。
b、松开中间连接轴心上的两个M5沉头螺丝,由于此两个螺丝固定在连接轴心的缺口部分,所以必须将螺丝转上些。
c、取下连接轴心,将上轮机拿起,取出卡住物。
d、依以上c-b-a方式装配复原。
e、注意螺帽与L型曲板保持0.3-0.5mm的间隙
状况二:
自动打包机不自动出带,遇此情形,首先检查出带长度调整是否在0处,然后再看穿带过程是否正确,如果不行,送带滚轮附近卡住异物,亦会造成此一情况。
状况三:
捆紧后不切带,有很多情况会造成此情况。
a、松紧调整的太紧
b、打滑片或者打滑皮带有油,皆位于松紧调整附近,必须拆下擦掉油。
c、皮带太紧,将皮带传动座往下下调些,或将马达往后调些即可。
d、改用较薄的带子或退带滚轮间隙太大。
状况四:
粘合效果欠佳。
a、温度太高或不够,有时较特殊的带子,粘性较差,温度必须很准确才可以。
b、使用电压不够,有很多工厂的电压,往往不足,如果再使用延长线或者电缆线,造成压降,使原先调整的温度变低,甚至于马达捆紧时烧掉,所以尽量避免使用电缆线,如果一定要用延长线,则须接较粗而不要太长的电线。
c、中刀下方的635轴承破掉,如此则有加温而完全无法粘合。
d、电热怪手(摆杆)上的长拉弹簧疲乏,如此则无法将怪手拉至定位,导致粘合一半甚至更少。
e、电热钢片太高太低,或偏左偏右,因此碰到上、下方的PP带,或是左、右的刀具,而无法进入加温,须视情况调整。
f、排烟的微风扇故障,使得温度太高。
